Roscas y tolerancias en tornillería
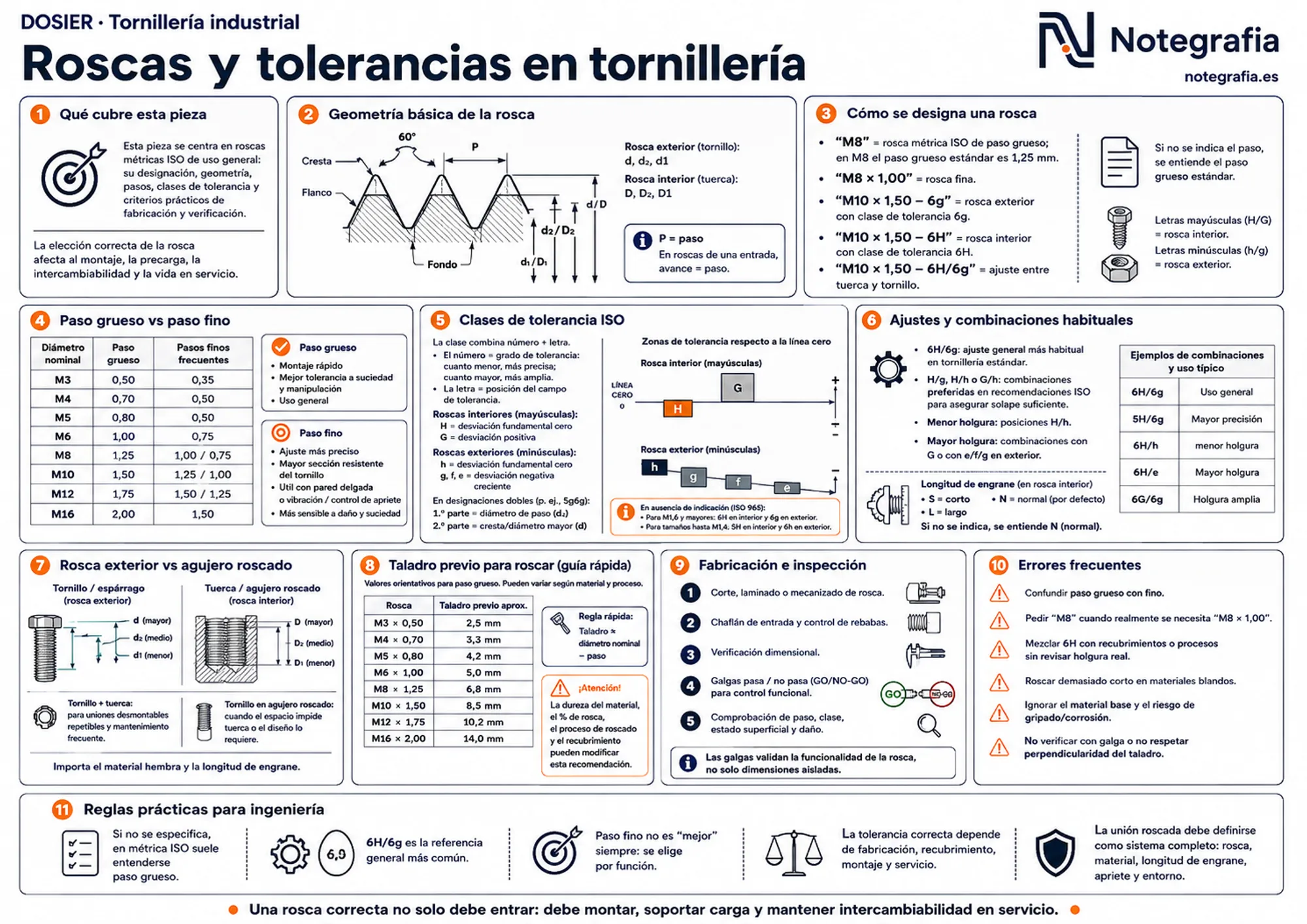
La rosca es el corazón de la unión atornillada: define cómo entra, cómo monta y si las piezas son intercambiables. Esta pieza de profundización del dosier *Tornillería industrial* se centra en las roscas métricas ISO de uso general: su geometría, designación, pasos, clases de tolerancia y criterios prácticos de fabricación y verificación.
Geometría y designación
La rosca métrica ISO tiene un flanco de 60° y se define por su diámetro mayor (d/D), de paso (d₂/D₂) y menor o de núcleo (d₁/D₁). El paso (P) es la distancia entre crestas; en roscas de una entrada, el avance es igual al paso. La designación parte del diámetro: "M8" es métrica de paso grueso (en M8, el paso grueso estándar es 1,25 mm), mientras que "M8 × 1,00" indica rosca fina. Si no se indica el paso, se entiende el grueso estándar. La clase de tolerancia se añade tras el paso: "M10 × 1,50 – 6g" es rosca exterior, "– 6H" interior y "– 6H/6g" el ajuste del conjunto. Las letras mayúsculas (H/G) son rosca interior y las minúsculas (h/g) exterior.
Paso grueso vs paso fino
El paso grueso es el de uso general: montaje rápido y mayor tolerancia a la suciedad y la manipulación. El paso fino da un ajuste más preciso, mayor sección resistente y mejor control del apriete, útil con pared delgada o vibración, pero es más sensible al daño y la suciedad. Pasos gruesos de referencia: M3 0,50; M4 0,70; M5 0,80; M6 1,00; M8 1,25; M10 1,50; M12 1,75; M16 2,00 mm.
Clases de tolerancia y ajustes
La clase combina un número (grado: cuanto menor, más preciso) y una letra (posición del campo). En roscas interiores, H es desviación fundamental cero y G positiva; en exteriores, h es cero y g, f, e cada vez más negativas. El ajuste general más habitual en tornillería estándar es 6H/6g; combinaciones con G o e/f/g dan más holgura, y posiciones H/h menos. Por defecto (ISO 965), se entiende 6H en interior y 6g en exterior, con longitud de engrane normal (N).
Taladro previo, fabricación e inspección
Para roscar un agujero, el taladro previo es aproximadamente el diámetro nominal menos el paso (M6 × 1,00 → 5,0 mm; M8 × 1,25 → 6,8 mm; M10 × 1,50 → 8,5 mm), aunque la dureza del material, el proceso y el recubrimiento pueden modificarlo. La rosca se obtiene por corte, laminado o mecanizado, con chaflán de entrada y control de rebabas, y se verifica con galgas pasa/no pasa (GO/NO-GO), que validan la funcionalidad y no solo dimensiones aisladas. Errores frecuentes: confundir paso grueso con fino, pedir "M8" cuando se necesita "M8 × 1,00", mezclar clases con recubrimientos sin revisar la holgura real e ignorar el material base.
Idea clave
Una rosca correcta no solo debe entrar: debe montar, soportar carga y mantener la intercambiabilidad en servicio. Conviene definir la unión roscada como sistema completo: rosca, material, longitud de engrane, apriete y entorno.